Déterministe Test d'étanchéité Technologies | Emballer Contenu Exigences | Emballer Exigences | Limite de détection des fuites | Résultat de mesure et Analyse des données | Effet de Méthode sur le paquet | Temps de test Ordre de Ampleur |
Conductivité électrique et capacité (haute tension) détection de fuite) | Liquide (sans combustion) risque) doit être plus conducteur d'électricité que le packâge. Le produit doit être présent à site de fuite | Moins électriquement conducteur que produit liquide. . | Rangée 3 Varie selon le produit– paquet, instrument, essai exemples de montages et paramètres de méthode | Mesure quantitative du courant électrique traversant l'échantillon d'essai : fournit une détermination indirecte de la présence et de la distance de fuite.cation comme le montre une baisse de la résistivité électrique de l'échantillon d'essai, avec une augmentation résultante de la tensionlecture de l'âge au-dessus d'un seuil de réussite/échec prédéterminé limite | Non destructif, bien que l'impact d'exposition au test sur la stabilité du produit est recommandée | Secondes |
Espace de tête de gaz basé sur le laser analyse | Volume de gaz, longueur du trajet, et le contenu doit être compatible avec l'instrument capacité de détection. | Permet la transmission du proche infrarouge lumière. | Rangée 1 Varie en fonction de l’intervalle de temps entre les analyses. | Mesure quantitative de la teneur en gaz de l'espace de tête de l'échantillon d'essai par analyse de gaz par laser, pour un produit nécessitant un espace de tête faible en concentration d'oxygène, de dioxyde de carbone ou de vapeur d'eau ; et/ou faible en pression absolue. Le taux de fuite de l'échantillon de test complet est déterminé en compilant les lectures en fonction du temps. | Non destructif | Secondes |
Extraction de masse | Le gaz ou le liquide doit être présent sur le site de la fuite. La présence de liquide sur le site de la fuite nécessite des pressions d'essai inférieures à la pression de vapeur. Le produit ne doit pas obstruer le trajet de la fuite | Rigide ou flexible avec mécanisme de retenue du colis. | Rangée 3 Varie selon le produit emballage, instrument, montages/chambres d'essai et paramètres de la méthode. | Mesure quantitative du débit massique résultant de l'échappement de l'espace de tête de l'échantillon d'essai ou de la volatilisation du produit liquide dans une chambre d'essai sous vide abritant l'échantillon d'essai. Les mesures de pression quantitatives au début du cycle de test indiquent une présence de fuite plus importante. Le taux de fuite de l'échantillon de test complet est déterminé en comparant les résultats du débit massique de l'échantillon de test aux résultats utilisant des normes de taux de fuite et des valeurs positives. contrôles | Non destructif | Des secondes aux minutes |
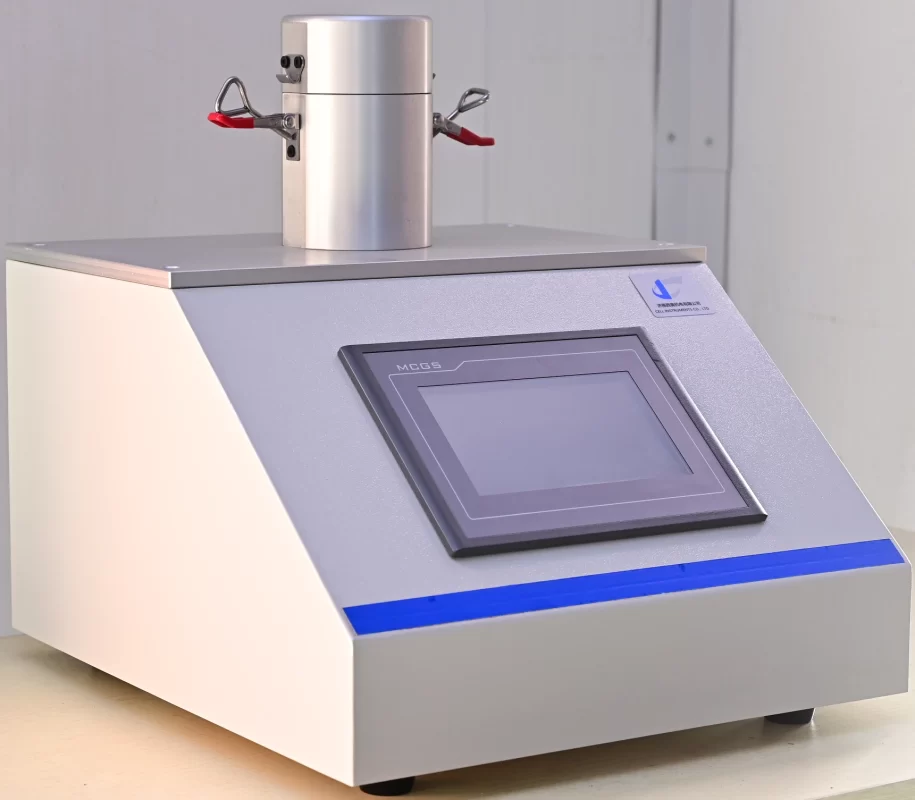
Perte de pression | Du gaz doit être présent au niveau du site de la fuite. Produit (en particulier les liquides) ou semi-solides) ne doivent pas couvrir les sites de fuite potentiels | Compatible avec mode de détection de pression. Rigide ou flexible avec mécanisme de retenue du colis. | Rangée 3 Varie selon le produit paramètres du package, de l'instrument et de la méthode | Mesure quantitative de la chute de pression dans un échantillon d'essai sous pression. Les mesures de chute de pression sont une mesure de la fuite de gaz par les voies de fuite. Le taux de fuite de l'échantillon de test complet est déterminé en comparant les résultats de perte de pression aux résultats obtenus à l'aide de normes de taux de fuite et de contrôles positifs. | Non destructif, à moins que les moyens utilisé pour accéder échantillon de test compromis intérieurs échantillon de test barrière. | Des minutes aux jours, selon volume du colis et requis limite de détection de fuite |
Détection de gaz traceur, mode vide | Du gaz traceur doit être ajouté emballer. Le gaz traceur doit avoir accès aux surfaces de l'emballage testées pour détecter les fuites | Capable de tolérer vide poussé conditions de test Rigide ou flexible avec mécanisme de retenue du colis Perméabilité limitée au gaz traceur | Rangée 1 Varie selon l'instrument capacité et montages d'échantillons de test. | Mesure quantitative par analyse spectroscopique du taux de fuite de gaz traceur émis à partir d'un échantillon d'essai inondé de traceur placé dans une chambre d'essai sous vide. Le taux de fuite de l'échantillon de test complet est calculé en normalisant le taux de fuite du traceur mesuré par la concentration du traceur dans l'échantillon de test. | Non destructif, sauf si gaz traceur introduction dans le paquet compromis échantillon de test barrière. | Des secondes aux minutes |
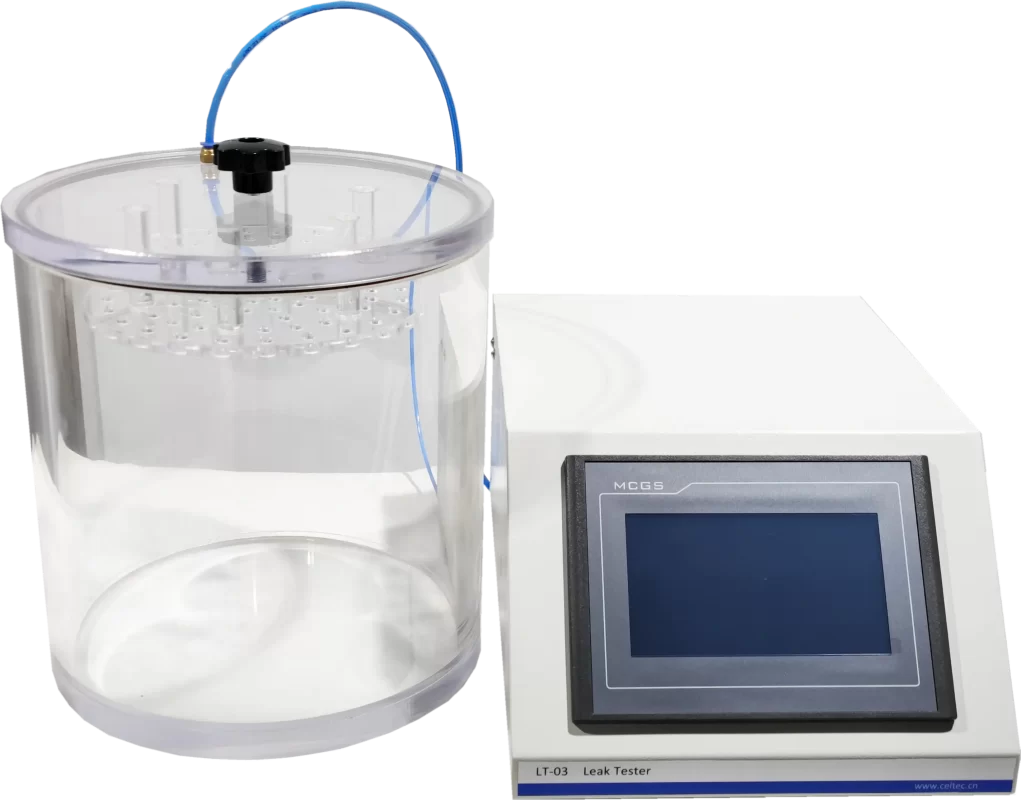
Désintégration du vide | Le gaz ou le liquide doit être présent sur le site de la fuite. Présence de liquide au niveau de la fuite le site nécessite des pressions d'essai en dessous de la pression de vapeur. Le produit ne doit pas obstruer la fuite chemin. | Rigide ou flexible avec mécanisme de retenue du colis | Rangée 3 Varie selon le produit, l’emballage, l’instrument, la chambre d’échantillon d’essai et les paramètres de la méthode. | Mesure quantitative de l'augmentation de la pression (décroissance du vide) dans une chambre d'essai sous vide abritant l'échantillon d'essai ; les mesures de décroissance du vide sont une mesure de l'échappement de l'espace de tête de l'essai échantillon ou volatilisation de produit liquide. Le taux de fuite de l'échantillon de test complet est déterminé en comparant les résultats de décroissance du vide pour l'échantillon de test aux résultats des tests effectués à l'aide d'un testeur de fuite. normes de taux et contrôles positifs | Non destructif | Des secondes aux minutes |