Determinista Prueba de fugas Tecnologías | Paquete Contenido Requisitos | Paquete Requisitos | Límite de detección de fugas | Resultado de la medición y Análisis de datos | Efecto de Método en el paquete | Tiempo de prueba Orden de Magnitud |
Conductividad eléctrica y capacitancia (alto voltaje detección de fugas) | Líquido (sin combustión) El riesgo) debe ser más conductor de electricidad que el paquete.edad. El producto debe estar presente en lugar de la fuga | Menos eléctricamente conductor que producto líquido. . | Fila 3 Varía según el producto paquete, instrumento, prueba accesorios de muestra y parámetros del método | Medida cuantitativa de la corriente eléctrica que pasa a través de la muestra de prueba: proporciona una determinación indirecta de la presencia de fugas y la profundidad de la fuga.catión como lo demuestra una caída en la resistividad eléctrica de la muestra de prueba, con un aumento resultante en el voltajeEdad de lectura superior a un aprobado/reprobado predeterminado límite | No destructivo, Aunque el impacto de exposición de prueba Se recomienda la estabilidad del producto. | Artículos de segunda clase |
Espacio de cabeza de gas basado en láser análisis | Volumen de gas, longitud del recorrido, y el contenido debe ser compatible con el instrumento. Capacidad de detección. | Permite la transmisión de infrarrojos cercanos. luz. | Fila 1 Varía en función del lapso de tiempo entre análisis. | Medida cuantitativa del contenido de gas en el espacio de cabeza de la muestra de prueba mediante análisis de gas basado en láser, para un producto que requiere un espacio de cabeza con baja concentración de oxígeno, dióxido de carbono o vapor de agua; y/o baja presión absoluta. La tasa de fuga de toda la muestra de prueba se determina compilando lecturas en función del tiempo. | No destructivo | Artículos de segunda clase |
Extracción masiva | El gas o el líquido deben ser Presencia de líquido en el lugar de la fuga. La presencia de líquido en el lugar de la fuga requiere presiones de prueba inferiores a la presión de vapor. El producto no debe obstruir la vía de la fuga. | Rígido o flexible con mecanismo de retención de paquete. | Fila 3 Varía según el producto. paquete, instrumento, accesorios/cámara de prueba y parámetros del método. | Medida cuantitativa del caudal másico resultante del escape del espacio de cabeza de la muestra de prueba o de la volatilización del producto líquido dentro de una cámara de prueba evacuada que alberga la muestra de prueba. Las lecturas de presión cuantitativas al comienzo del ciclo de prueba indican una mayor presencia de fugas. La tasa de fugas de toda la muestra de prueba se determina comparando los resultados del caudal másico de la muestra de prueba con los resultados obtenidos con los estándares de tasa de fugas y los resultados positivos. controles | No destructivo | Segundos a minutos |
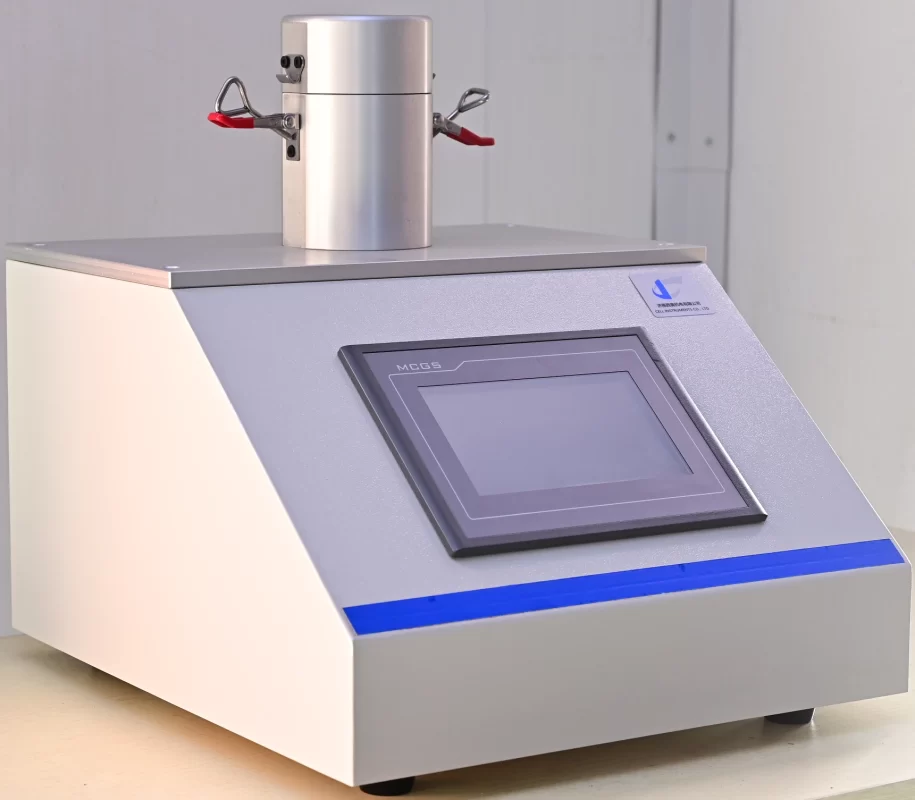
Caída de presión | Debe haber gas presente en el lugar de la fuga. Producto (especialmente líquidos) o semisólidos) no deben Cubrir posibles sitios de fuga | Compatible con modo de detección de presión. Rígido o flexible con mecanismo de retención de paquete. | Fila 3 Varía según el producto. parámetros del paquete, del instrumento y del método | Medida cuantitativa de la caída de presión en una muestra de prueba presurizada. Las lecturas de caída de presión son una medida del escape de gas a través de vías de fuga. La tasa de fuga de toda la muestra de prueba se determina comparando los resultados de la caída de presión con los resultados utilizando estándares de tasa de fuga y controles positivos. | No destructivo, a menos que los medios utilizado para acceder Muestra de prueba Compromisos interiores Muestra de prueba barrera. | Minutos a días, Dependiendo de volumen del paquete y requerido límite de detección de fugas |
Detección de gas trazador, modo vacío | Se debe agregar gas trazador Para empaquetar. El gas trazador debe tener acceso a las superficies del paquete que se está probando para detectar fugas. | Capaz de tolerar alto vacío Condiciones de prueba Rígido o flexible con mecanismo de retención de paquete Permeabilidad limitada al gas trazador | Fila 1 Varía según el instrumento Capacidad y accesorios de muestra de prueba. | Medida cuantitativa mediante análisis espectroscópico de la tasa de fuga de gas trazador emitido desde una muestra de prueba inundada con gas trazador colocada en una cámara de prueba evacuada. La tasa de fuga de toda la muestra de prueba se calcula normalizando la tasa de fuga del trazador medida por la concentración del trazador en la muestra de prueba. | No destructivo, a menos que haya gas trazador Introducción a El paquete compromisos barrera de muestra de prueba. | Segundos a minutos |
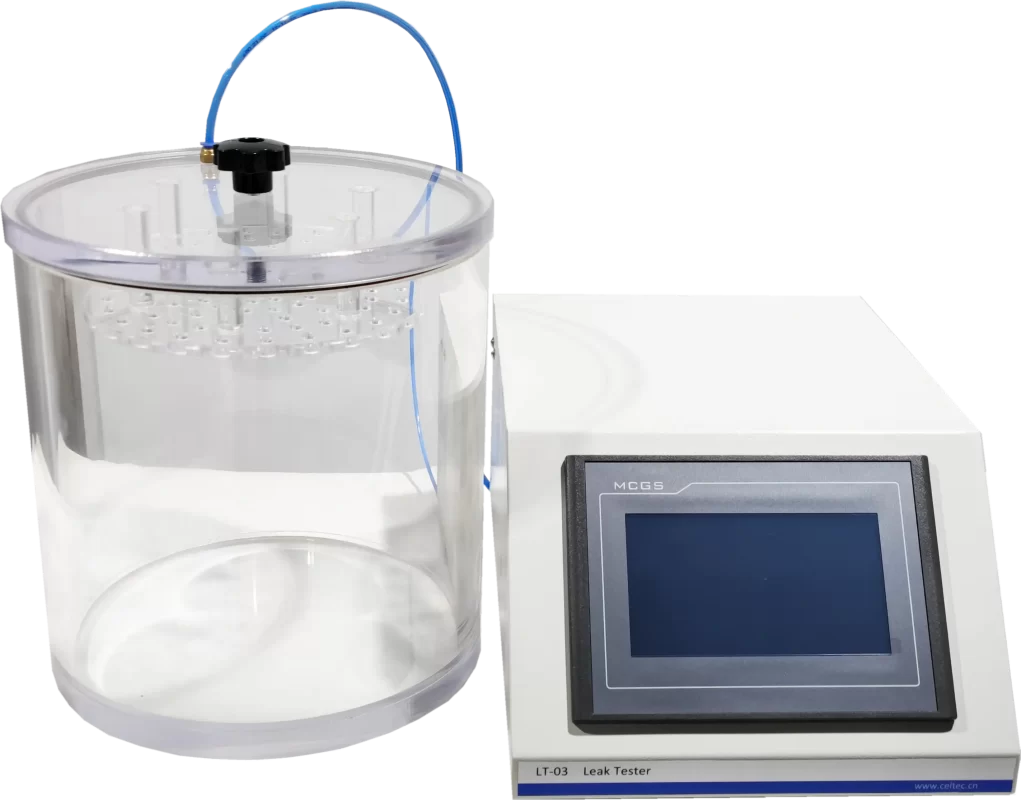
Desintegración por vacío | El gas o el líquido deben ser presente en el sitio de la fuga. Presencia de líquido en la fuga El sitio requiere presiones de prueba por debajo de la presión de vapor. El producto no debe obstruir la fuga. camino. | Rígido o flexible con mecanismo de retención de paquete | Fila 3 Varía según el producto: paquete, instrumento, cámara de muestra de prueba y parámetros del método. | Medida cuantitativa del aumento de presión (caída del vacío) dentro de una cámara de prueba evacuada que alberga la muestra de prueba; las lecturas de caída del vacío son una medida del escape del espacio de cabeza de la muestra de prueba. muestra, o volatilización del producto líquido. La tasa de fuga de toda la muestra de prueba se determina comparando los resultados de la caída de vacío de la muestra de prueba con los resultados de las pruebas realizadas utilizando un detector de fugas. Normas de tarifas y controles positivos | No destructivo | Segundos a minutos |